ZÁMEČNICTVÍ A SVAŘOVÁNÍ
SLITIN HLINÍKU:
KOVO DVOŘÁK - Stanislav Dvořák
Praha 5,
Řeporyje, U Bubce 566/3, tel: 602 845 985



POPIS SVAŘOVÁNÍ HLINÍKU METODOU TIG/WIG
TIG je tedy mezinárodní zkratka pro označení metody
svařování elektrickým obloukem za pomoci netavící se elektrody
a ochranné atmosféry inertního (netečného) plynu. Při této
svařovací metodě hoří elektrický oblouk mezi netavící se
elektrodou a základním svařovaným materiálem. Protože se
elektroda nemá odtavovat, musí být vyrobena z materiálu,
který odolává velmi vysokým teplotám. Tuto podmínku spňuje
wolfram (používá se také na vlákna klasických žárovek).
Wolframová elektroda je pomocí kleštiny upnuta v hlavici
TIG hořáku. Pomocí kleštiny je do elektrody přenášen také
svařovací proud. Hořák je dále opatřen hubicí, kterou ven
proudí plyn vytvářející v místě svařování inertní (netečnou)
ochrannou atmosféru. Inertní atmosféra (obvykle argonu) chrání
tavnou lázeň před přístupem vzduchu a usnadňuje zapalování
oblouku.
Svařování může být provedeno buď pouze
roztavením a slitím základních materiálů dohromady (bez
použití přídavného materiálu), nebo s přidáním přídavného
materiálu - svařovacích kovových tyčinek (drátů) podobného
složení jako má základní materiál (podobně jako u svařování
plamenem). Při ručním svařování TIG drží drát svářeč ve druhé
ruce (v jedné ruce má hořák) a přidává jej do lázně po kapkách
dle potřeby. Právě v tomto případě mluvíme o ručním TIG
svařování. TIG svařování lze také částečně mechanizovat, nebo
úplně automatizovat. Při částečné mechanizaci stále svářeč v
ruce drží hořák, ale drát je podáván bovdenem pomocí
speciálního, motorem hnaného, podavače do oblouku. Posun drátu
ovládá svářeč tlačítkem na hořáku. Při úplné automatizaci je
hořák upnut v nějakém stroji (třeba robotu) a vše je řízeno
automaticky - tedy vedení hořáku i přidávání
drátu.
Základní, výše popsaný, princip svařování TIG je
ale shodný pro všechny případy. Tedy pro ruční, mechanizované
i automatizované svařování. Princip TIG svařování je
schematicky znázorněn na následujícím obrázku:

Vztah délky špičky k
průměru elektrody
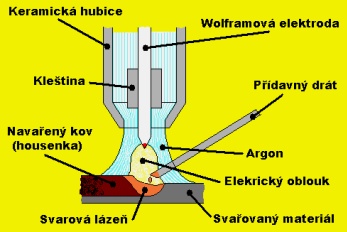
Princip svařování TIG -
schematicky

Svařování
TIG - v reálné podobě
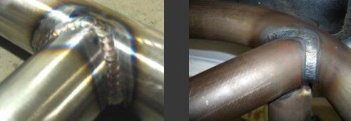
Na závěr se podívejte na
ukázky svarů provedených metodou TIG:


Druhy wolframových elektrod.
Wolframové elektrody pro TIG svařování lze rozdělit podle
příměsí (legur). Kromě nelegované elektrody z čistého wolframu
se používají elektrody legované oxidy Thoria, Lanthanu, Ceria
a Zirkonu. Pro snadné odlišení jednotlivých typů se používá
barevného značení vždy jednoho konce elektrody. Přiřazení
barev jednotlivým typům je v následující tabulce:
|
Označení elektrody pro
TIG |
Barva |
Legování |
|
WP |
zelená |
čistý
wolfram 99,8% |
|
WT
10 |
žlutá |
thorium
1% ThO2 |
|
WT
20 |
červená |
thorium
2% ThO2 |
|
WT
30 |
fialová |
thorium
3% ThO2 |
|
WT
40 |
oranžová |
thorium
4% ThO2 |
|
WC
20 |
šedá |
cerium
2,0% CeO2 |
|
WL
10 |
černá |
lanthan
1,0% LaO2 |
|
WL
15 |
zlatá |
lanthan
1,5 % LaO2 |
|
WL
20 |
modrá |
lanthan
2,0% LaO2 |
|
WZ
08 |
bílá |
zirkon
0,8%
ZrO2 |
WP - čistý wolfram. Elektroda je vhodná pro
svařování slitin hliníku střídavým proudem. Zde vyniká dobrou
stabilitou oblouku. Naopak nevhodná je pro svařování
stejnosměrným proudem. Jako jediná se WP elektroda nebrousí do
špičky.
WT - obsah thoria způsobuje snížení výstupní
práce a zvýšení emise elektronů. Se stoupajícím obsahem
thoria se zlepšuje:
- zapalovací vlastnosti
- trvanlivost
- proudová zatížitelnost
Hlavní použití těchto elektrod je při svařování vysoce
legovaných a nerezových ocelí stejnosměrným proudem, kde
vzkazují výborné vlastnosti.
POZOR! Thorium je radioaktivní
prvek. Se stoupajícím obsahem Thoria roste radioaktivita
těchto elektrod ! Nebezpečí thoriovaných elektrod není v
záření gama (zanedbatelné) ale v záření alfa. Radioaktivní
částice se usazují v plících a v nejhorším případě mohou
způsobit rakovinu. Pokud jsou přesto použity, je nutné
důkladné odsávání při broušení i při svařování. Práce s
těmito elektrodami bez těchto opatření je nezodpovědná a vede
ke komplikacím z hlediska bezpečnosti práce. V dohledné době
lze očekávat přechod od WT elektrod k elektrodám WC a WL.
WC - cerované elektrody jsou univerzální pro
téměř všechna použití. Lze je použít pro svařování
stejnosměrným i střídavým proudem. Cerované elektrody jsou
vhodné pro svařování nelegovaných i legovaných
ocelí, slitin hliníku, slitin titanu, niklu, mědi a
hořčíku. WC elektrody mají svářecí vlastnosti
podobné jako WT elektrody: velmi dobré zapalovací vlastnosti -
i při teplé elektrodě, dobrá trvanlivost a proudová
zatížitelnost. Podstatně méně však zatěžují životní prostředí
a zdraví svářeče.
WL - lanthanované elektrody
jsou stejně jako WC elektrody univerzální pro téměř všechna
použití při svařování střídavým i stejnosměrným
proudem. Lathanované elektrody předstihují cerované zejména v
oblasti nízkých proudů. Jsou tak vhodné i pro svařování
plasmou a mikroplasmou. Vyšší podíl lathanu usnadňuje
zapalování, zejména při automatizovaném svařování
(orbitální, robotické, polohovací stoly atd.)
WZ - obsah zirkonu minimalizuje tvorbu
wolframových vměstků ve svarovém kovu. Použití je
hlavně pro střídavý proud a tedy pro svařování hliníkových
materiálů jako náhrada WP elektrod. Pro stejnosměrný proud
je lze použít jen podmíněně.








)
)
)
){kind=link}